

某大型化工企业的反应釜PHM系统
客户需求
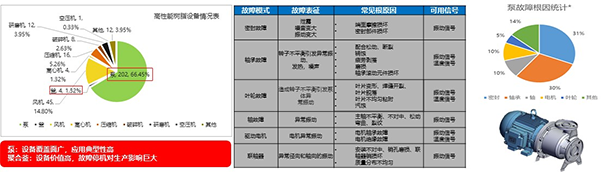
反应釜是该大型化工企业生产过程中的关键设备且价值非常高,一旦出现问题,将严重影响生产进度和产能,现有的设备状态修方式已远远不能满足企业生产要求;同时企业生产中用到了各种类型的I泵,且数量非常大,现有的常规维修耗时耗力且效率非常低。基于此,客户希望针对反应釜构建基于数字孪生的PHM系统,实现该设备的预测性维护并降低相应的维护成本。
解决方案
通过PHM系统构建反应釜的数据模型,根据设备实时状态数据,动态评估设备的劣化趋势和故障模式,适时安排运维,确保企业生产正常进行;
通过PHM系统构建I泵的各类数据模型,实现I泵运行过程中的统一实时监控,PHM系统依据根因分析,合理安排运维。
案例价值
通过反应釜PHM系统的应用,使该化工企业的反应釜关键设备实现预测性维护,极大地提升了化工生产的连续性,真正做到企业的无忧生产;同时在企业I泵的预测性运维数据模型基础上,企业设备运维的效率得到大幅提升,其维护成本也得到大幅下降。
